In the manufacturing world, quality control and process optimization are always among the top priorities. In industrial production, guaranteeing product quality and scaling processes in the most efficient way is critical, especially for companies developing new products. At this point, pilot plant homogenizers play an important role in ensuring quality in production scaling and accelerating R&D processes.
Basic Function of Pilot Plant Homogenizers
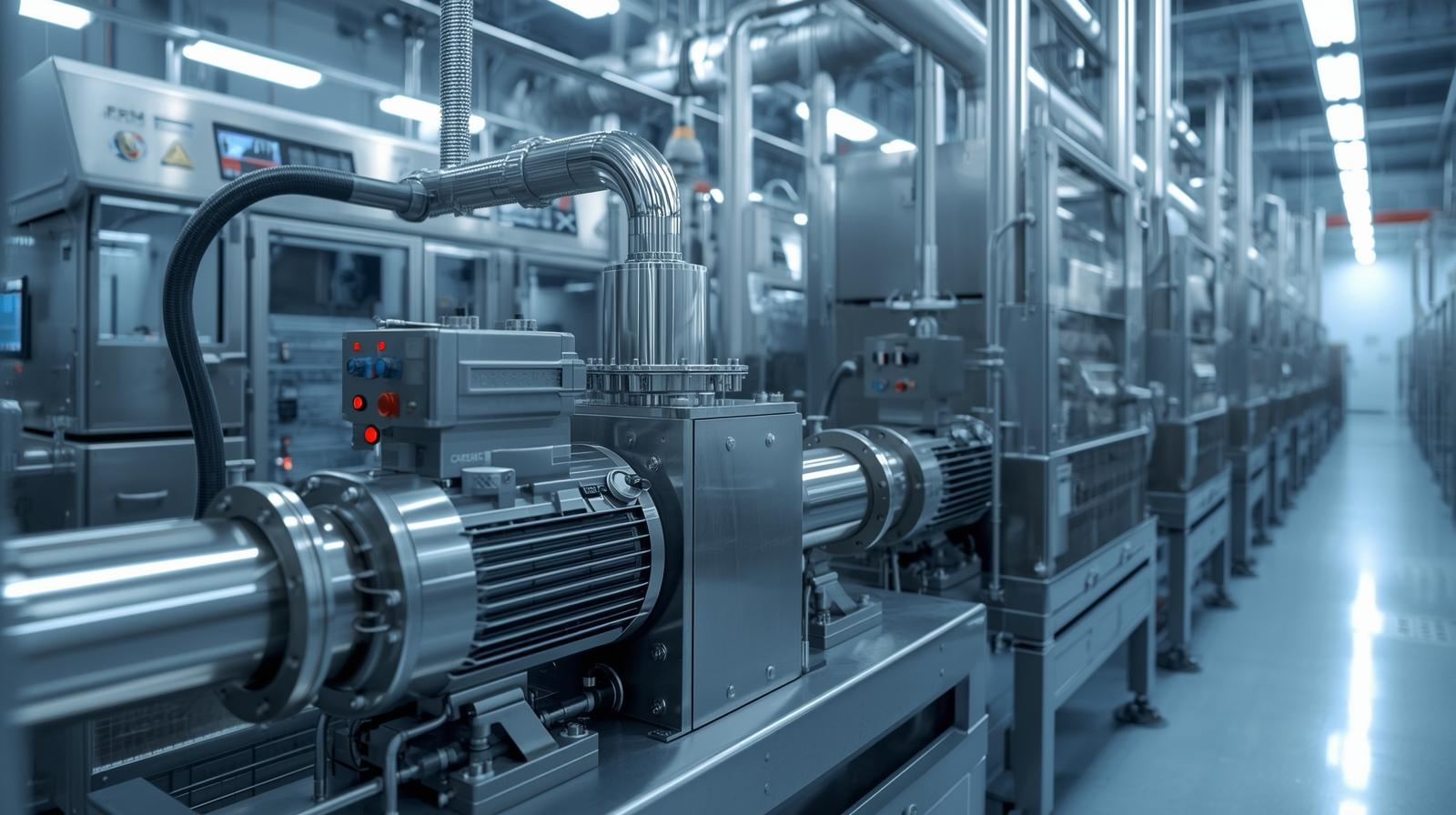
Pilot plant homogenizers are devices used, particularly in small-scale production lines, to homogenize liquids or liquid-solid mixtures under high pressure. These machines can be considered small-scale versions of industrial production systems. They are used to test the stability, quality, and efficiency of products.
What is Homogenization and Why is it Important?
Homogenization is the process of mixing different components at the micro level and ensuring an even distribution throughout the mixture. This process is essential, particularly in the food, beverage, cosmetics, and pharmaceutical industries, to obtain a safe and stable formulation that improves product quality.
The homogenization process, carried out under high pressure, reduces solid particles or oil droplets in liquids to very small sizes. This improves the texture of the product, extends its shelf life, and ensures consistent product quality every time.
Advantages of Pilot Plant Homogenizers
Efficiency and Control in Small-Scale Production
Pilot plant homogenizers offer the opportunity to test formulations by producing small quantities of product before moving to industrial production. This is a significant advantage, especially when developing new products before moving to large production lines. In small-scale production processes, product quality can be controlled and adjustments can be made according to desired characteristics.
Testing Product Stability
When developing a new product formulation, it is necessary to answer questions such as whether the product is stable and under what conditions it performs best. Pilot plant homogenizers are ideal tools for testing the shelf life and stability of the product. Especially in the food and pharmaceutical sectors, formulations must be tested very carefully. The homogenization process helps measure the quality and performance of the product in such tests.
Accelerating R&D Processes
R&D processes can be time-consuming and costly, especially for companies developing a new product in industrial production. However, pilot plant homogenizers are an effective tool for accelerating this process. Changes and improvements to the production process can be quickly tested and optimized in small-scale production. This reduces costs and provides a significant time advantage.
Production Process Scalability
The pilot plant homogenizer facilitates the transition to large-scale production processes. Formulations tested in small-scale production can be scaled up to ensure the same quality and efficiency when transferred to large production lines. This helps minimize risks, especially before mass production.
The Role of Quality Control and Homogenization in Industrial Production
Product quality is a cornerstone of industrial production success. Homogenization ensures consistent quality in every batch, increasing customer satisfaction and reinforcing brand credibility. This process is particularly crucial in the food, beverage, and pharmaceutical industries, where even the smallest changes in product quality can have serious consequences.
Homogenization also performs important functions such as killing microorganisms, controlling product viscosity, and improving taste and texture characteristics. These features make it possible to monitor and control quality at every stage of the production process.
The Importance of Pilot Plant Homogenizers
Pilot plant homogenizers play a crucial role not only in small-scale production but also in product development, quality control, and process optimization. These machines make production processes more efficient while maximizing quality. They accelerate R&D processes and facilitate the transition to industrial production lines.
If you want to optimize the quality of your products, test new formulations, and improve your production processes, a pilot plant homogenizer will simplify your work and allow you to control quality at every stage.
Hommak and Pilot Plant Homogenizers
Hommak, an experienced company in industrial machinery manufacturing, offers high-quality pilot plant homogenizers. Known for its solutions for various industries such as food, beverage, cosmetics, and pharmaceuticals, Hommak develops machines tailored to the specific needs of each customer. The company produces advanced technology equipment to optimize product stability, quality, and efficiency through high-pressure homogenization processes.
Hommak’s pilot plant homogenizers play a critical role not only in small-scale production but also in R&D processes. The solutions provided by the company facilitate quality control in production scaling processes, enabling a smooth transition to large-scale production lines. With its reliable and high-performance machines, Hommak aims to ensure quality at every stage of the production process.